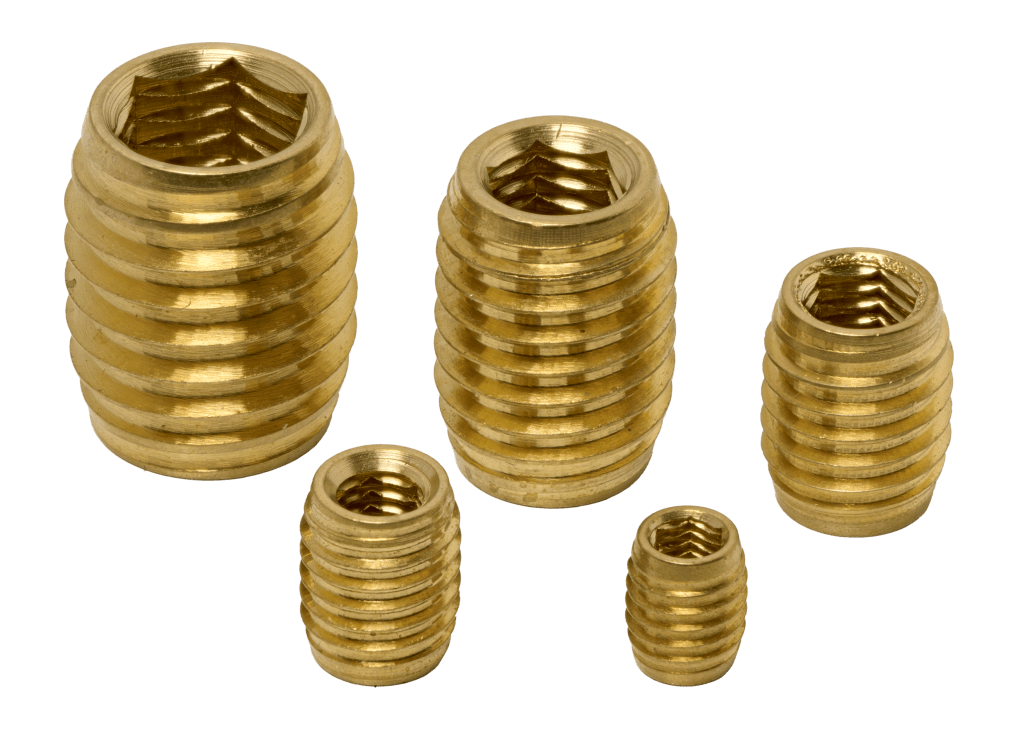
Instalación posterior al moldeado.
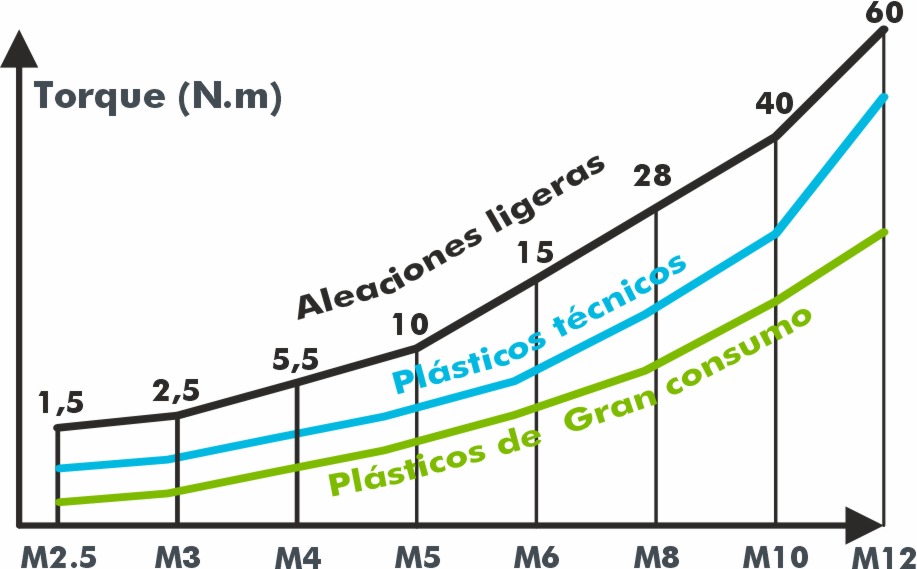
Alta resistencia a la tracción
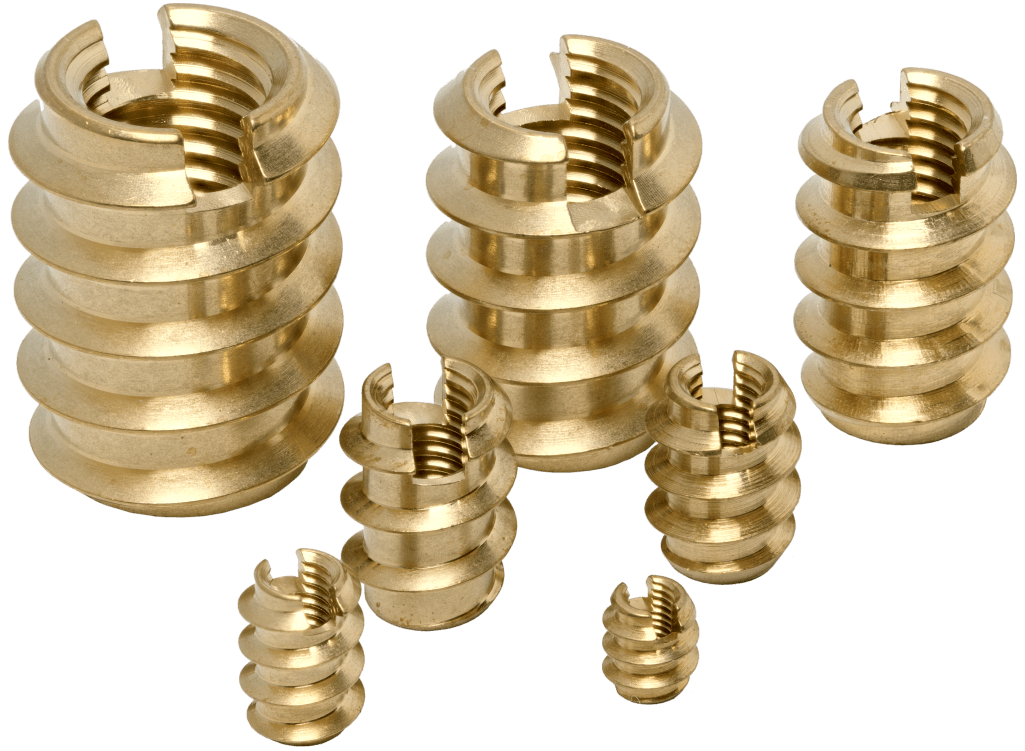
Autorroscante
Ranura de corte
Técnica de fijación – Grandes series – E-Shop
Indique su dirección de correo electrónico para obtener el enlace de acceso a la plataforma de descarga.
Tendrá acceso a todas las referencias con las diferentes dimensiones.
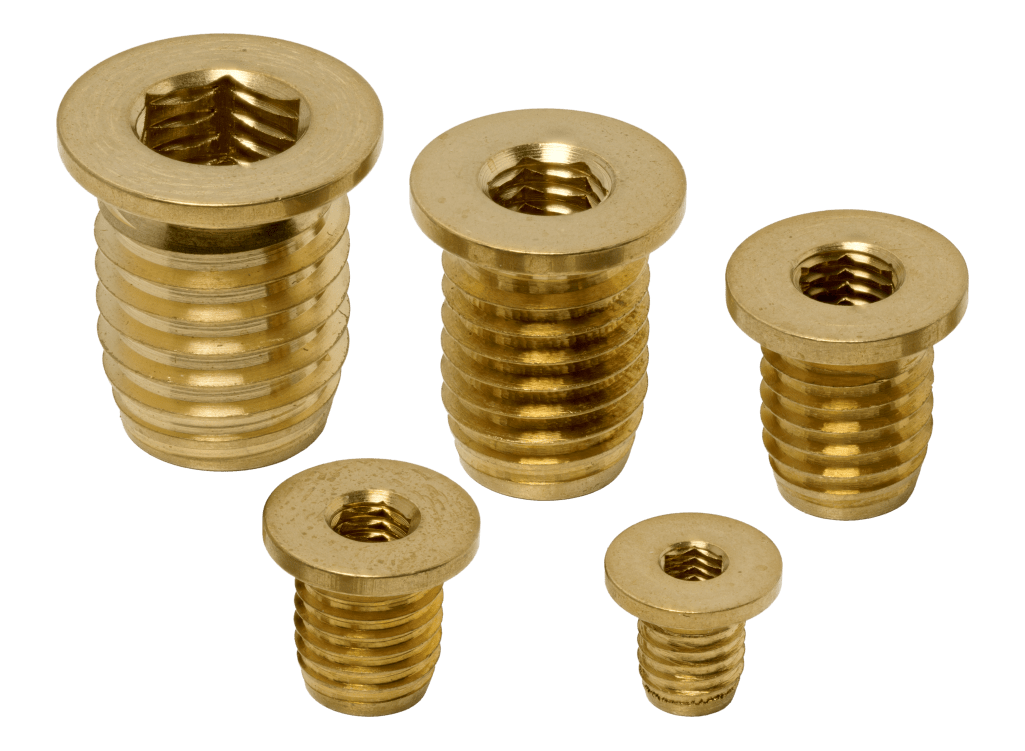
| Part Number | Thread M (6H) | L (mm) | Ø E | Well Ø | Ficha de datos | 3D |
|---|---|---|---|---|---|---|
| IV 2 020 060 M045 L0 | M2 X 0.40 | 6 | 4.5 X 0.50 | 4.1 - 4.2 |  | |
| IV 2 025 060 M045 L0 | M2.5 x 0.45 | 6 | 4.5 x 0.50 | 4.1 - 4.2 | | |
| IV 2 030 060 M050 L0 | M3 X 0.50 | 6 | 5 X 0.50 | 4.6 - 4.7 | | |
| IV 2 035 080 M060 L0 | M3.5 x 0.60 | 8 | 6 x 0.75 | 5.5 - 5.6 | | |
| IV 2 040 080 M065 L0 | M4 X 0.70 | 8 | 6.5 X 0.75 | 6.0 - 6.1 | | |
| IV 2 050 100 M080 L0 | M5 x 0.80 | 10 | 8 x 1.00 | 7.3 - 7.5 | | |
| IV 2 060 120 M090 L0 | M6 X 1.00 | 12 | 9 X 1.00 | 8.3 à 8.5 | | |
| IV 2 060 140 M100 L0 | M6 x 1.00 | 14 | 10 x 1.50 | 8.9 à 9.2 | | |
| IV 2 080 150 M120 L0 | M8 X 1.25 | 15 | 12 X 1.50 | 10.9 à 11.2 | | |
| IV 2 100 180 M140 L0 | M10 x 1.50 | 18 | 14 x 1.50 | 12.9 à 13.2 | | |
| IV 2 120 220 M160 L0 | M12 X 1.75 | 22 | 16 X 1.50 | 14.9 à 15.2 | | |
| IV 2 140 240 M180 L0 | M14 x 2.00 | 24 | 18 x 1.50 | 16.9 à 17.2 | | |
| IV 2 160 220 M200 L0 | M16 X 2.00 | 22 | 20 X 1.50 | 18.9 à 19.2 | |
La herramienta de colocación posiciona el inserto a lo largo de su eje en el agujero de moldeo.
Autoformante: el material se rechaza sin hacer virutas.
Autorroscante: la ranura corta el material
Lb Profundidad del agujero :
Permite recoger las virutas producidas durante la instalación.
Longitud del inserto +2 a 3 mm
El inserto debe estar completamente incrustado en el material:
Longitud del inserto +1 mm
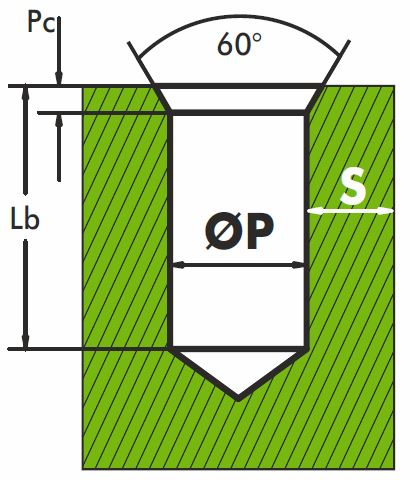
Chaflán a 60°
Pc = 1 a 1,5 x el paso de rosca exterior
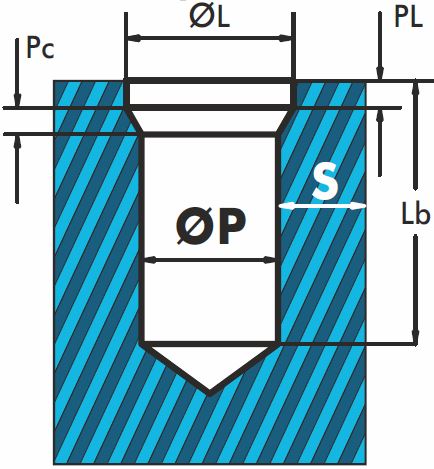
ØL =Øext+0,2 a 0,4 mm
PL =1 a 1,5 x paso de rosca exterior
Pc =1 a 1,5 x paso de rosca exterior
Un agujero más grande facilitará la colocación del inserto, en detrimento de la resistencia a la tracción y a la rotación. Prevea un moteado y/o un chaflán para facilitar la colocación del inserto y garantizar un montaje final óptimo en la superficie del material.
Depende de la elasticidad del material y de la tensión del montaje.
Plásticos de Gran consumo : S ≥ 0.25 à 0.9 Ø exterior del inserto
Plásticos técnicos
& Alto rendimiento
& aleaciones ligeras : S ≥ 0.2 a 0.6 Ø fuera del inserto
| Rosca interior | M2.5 M3 | M4 M5 | M6 M8 | M10 M12 | M14 M16 |
| Velocidad de rotación rpm | de 800 a 1300 | de 600 a 900 | de 400 a 700 | de 300 a 450 | de 240 a 350 |
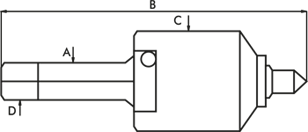
| Referencia | Ø | B | D | C |
|---|---|---|---|---|
| OVM 025 CM 0050 A 0 | M2.5 | 55 | 5 | 7 |
| OVM 030 CM 0050 A 0 | M3 | 55 | 5 | 7 |
| OVM 035 CM 0050 A 0 | M3.5 | 60 | 5 | 7 |
| OVM 040 CM 0050 A 0 | M4 | 60 | 5 | 7 |
| OVM 050 CM 0050 A 0 | M5 | 75 | 8 | 13 |
| OVM 060 CM 0050 A 0 | M6 | 75 | 8 | 13 |
| OVM 080 CM 0050 A 0 | M8 | 75 | 8 | 13 |
| OVM 100 CM 0050 A 0 | M10 | 95 | 12.5 | 19 |
| OVM 120 CM 0050 A 0 | M12 | 95 | 12.5 | 19 |
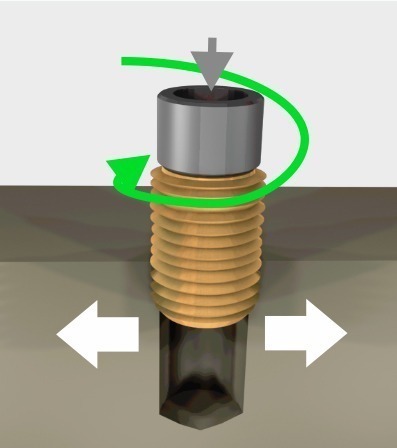
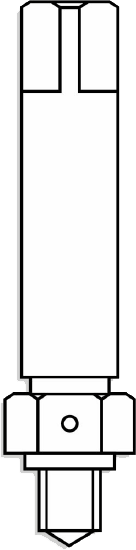
Colocar un giro a la izquierda en la parte motriz de la herramienta. Colocar el inserto en la herramienta, con la ranura o los orificios de corte hacia abajo.

Enganchar el inserto con una ligera presión al inicio de la instalación para formar correctamente las primeras roscas.
Al final del montaje, el inserto debe penetrar 0,1 a 0,2 mm (± 1/4 de vuelta) por debajo de la superficie de la pieza.
Con una llave fija, bloquear la contratuerca y desenroscar el giro a la izquierda para desenganchar el inserto de la herramienta. El clavo de la herramienta se coloca en el centro de la ranura de corte para no bloquear el desenganche de los virutas de corte.

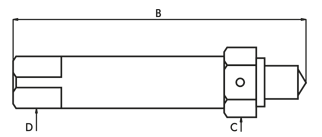
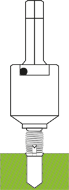
| Referencia | Ø | C | A | D | B |
|---|---|---|---|---|---|
| OVA 025 CM 0063 A 0 | M2.5 | 18 | 8 | 6.3 | 78 |
| OVA 030 CM 0063 A 0 | M3 | 18 | 8 | 6.3 | 78 |
| OVA 035 CM 0063 A 0 | M3.5 | 18 | 8 | 6.3 | 78 |
| OVA 040 CM 0063 A 0 | M4 | 18 | 8 | 6.3 | 78 |
| OVA 050 CM 0063 A 0 | M5 | 24 | 12.5 | 10 | 95 |
| OVA 060 CM 0063 A 0 | M6 | 24 | 12.5 | 10 | 95 |
| OVA 080 CM 0063 A 0 | M8 | 24 | 12.5 | 10 | 95 |
| OVA 100 CM 0063 A 0 | M10 | 32 | 16 | 12.5 | 118 |
| OVA 120 CM 0063 A 0 | M12 | 32 | 16 | 12.5 | 118 |
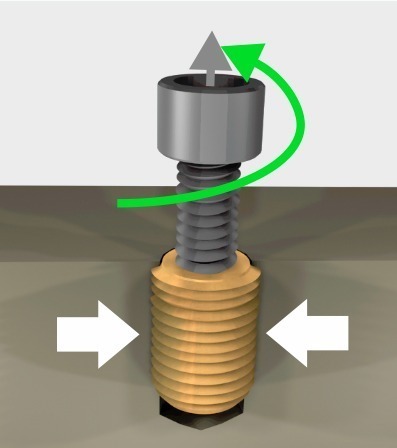
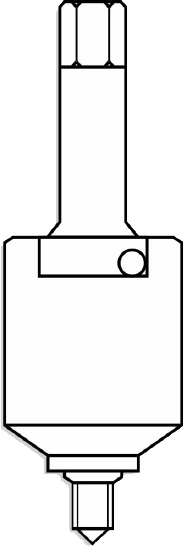
Ajustar el tope de profundidad de forma que la cara de apoyo de la herramienta penetre entre 0,1 y 0,2 mm por debajo de la superficie de la pieza.

Colocar el inserto en el agujero. Ranurar o cortar el orificio hacia abajo. Encajar con una ligera presión. Enroscar sin presión.
Al final del montaje, el inserto debe penetrar 0,1 a 0,2 mm (± 1/4 de vuelta) por debajo de la superficie de la pieza.

Produit |
Sous Famille |
Type |
Taraudage |
L |
Forme Extérieure |
Ø E |
Matière |
Spécification |
|||||||
Exemple |
I |
V |
2 |
0 |
3 |
0 |
0 |
6 |
0 |
M |
0 |
5 |
0 |
L |
0 |
|
Insert |
à Visser |
avec fente coupante – filetage ext. 60°, avec pas fin |
Taraudage intérieur M3 (1/10 de mm) |
Longueur totale 6 mm (1/10 de mm) |
Filetage Métrique |
Diamètre extérieur 5 mm (1/10 de mm) |
Laiton CW 614N |
Aucune |
|||||||
| Sous Familles V à Visser |
Type d’insert à Visser 1 non fendu – filetage ext. 60°, pas métrique ISO 2 avec fente coupante – filetage ext. 60°, avec pas fin 7 filet à fond plat – avec 3 trous coupants 8 filet à fond plat – avec 3 trous coupants , parois mince 9 avec fente coupante – pour plastiques tendres et bois |
Matières |
Spécifications 0 Aucune 1 ZnNi Zinc Nickel N Nickelage |